
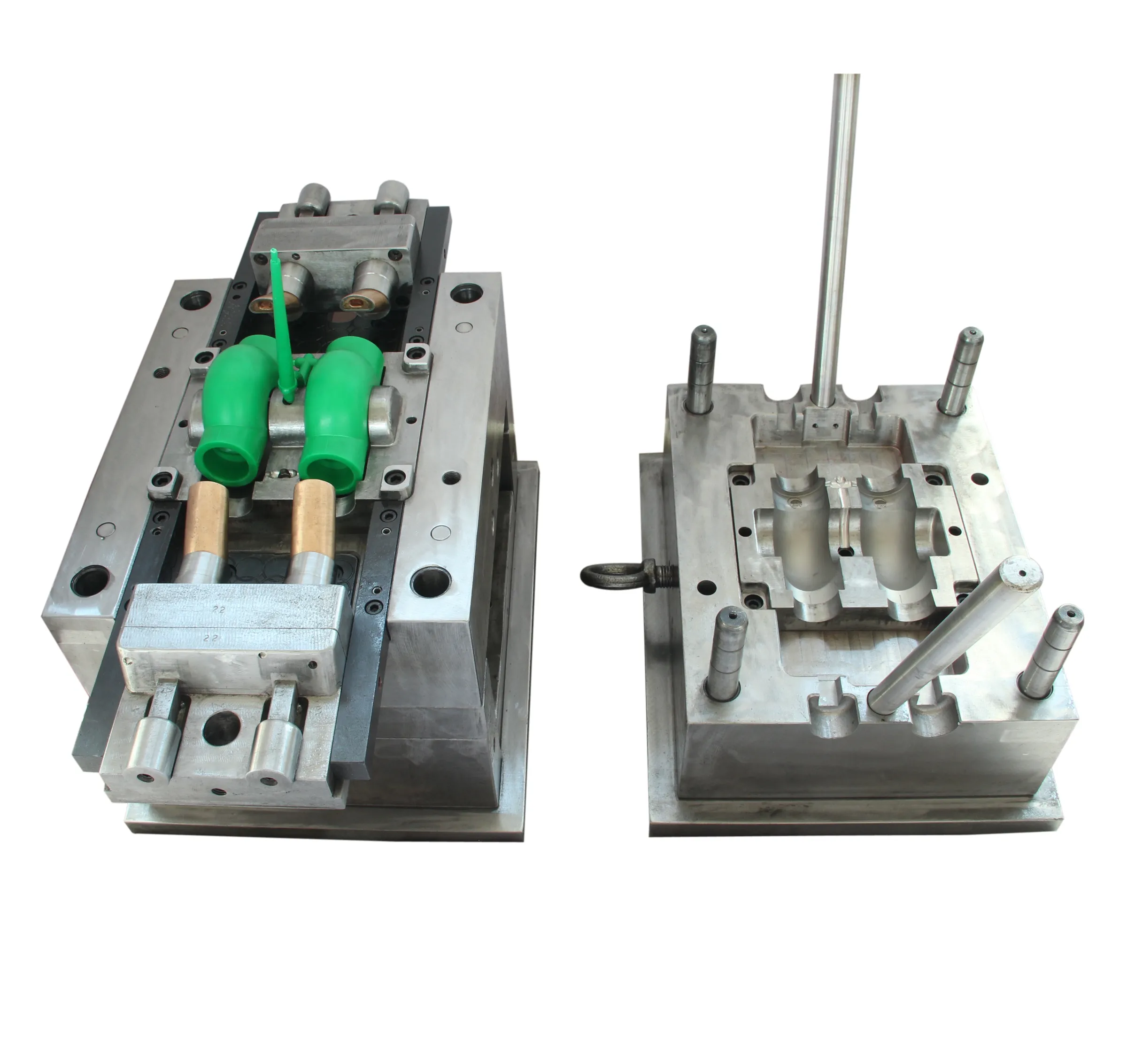
UPVC 50mm Elmboog 90° pyp Pasvorm
Vorm naam:UPVC 50mm Elmboog 90° pyp Pasvorm
Holte: 4 holtes
Vormgrootte: 50 mm
Vormstaal: Duitsland2316 china2316 of4cr13 vir die holte en kern
Hek: direkte hek
vormstruktuur: hoekpen en oliesilinder
Hardheid van kern/holte: HRC 40-45° graad na vakuum hittebehandeling
Spuitgietmasjien: 300 T
Taizhou Huangyan Hong Jin vorm Co., Ltd is in 2002 gestig. Ons is professioneel in die ontwerp en vervaardiging van die Pyppasvorm vir meer as 23 jaar.
Ons sien uit na lang samewerking met jou.
Hier volg die hoofinligting vir u verwysing.
Moeilikhede in die ontwerpstadium van PVC-vorm
Komplekse hardloper- en hekontwerp
Moeilikheidsgraad: PVC-smelt het 'n hoë viskositeit en swak vloeibaarheid. Om alle dele van die vormholte (veral die dunwandige en distale dele) gelyktydig en eenvormig te vul, is die ontwerp van die vloeikanaal (hoof- en takkanale) en hek van kardinale belang.
Spesifieke uitdagings:
Gebalanseerde vloeikanaal: Verseker dat die drukval en vloeityd vanaf die spuitgietmasjien se mondstuk na die einde van elke holte konsekwent is, om kort inspuiting (onvoldoende vulling) of oordrukhou (oorloop, hoë interne spanning) verskynsels te voorkom.
Hekposisie en vorm: Onbehoorlike keuse van hekposisie kan veroorsaak dat sweismerke in die swak drukdraerarea verskyn, wat die barsdruk van die pyptoebehore ernstig beïnvloed. Die grootte van die hek moet ook akkuraat bereken word. As dit te klein is, sal dit 'n groot hoeveelheid hitte tydens skeer genereer en geneig wees tot ontbinding; As dit te groot is, sal die verkoeling stadig wees, die siklus sal lank wees, en dit sal moeilik wees om die hek te verwyder.
Koue materiaalput en uitlaatgas: PVC is maklik om af te koel, en 'n effektiewe koue materiaalput moet ontwerp word om die voorste koue materiaal vas te vang. Terselfdertyd is komplekse holtes geneig tot gasvasvang, en dit is nodig om redelike en voldoende uitlaatgleuwe op te rig, anders kan dit probleme soos brand (ontbinding) en materiaaltekort veroorsaak.
Ontwerp van holte en skatting van krimptempo
Moeilikheidsgraad: Die gietkrimptempo van PVC is nie 'n vaste waarde nie, en dit word beïnvloed deur verskeie faktore soos harsgraad, formule (soos vulstofinhoud), prosesparameters (temperatuur, druk), ens.
Spesifieke uitdaging: Ontwerpers moet verskillende krimptempo's aan verskillende dele van die vorm toewys op grond van ervaring en 'n diepgaande begrip van materiale. Byvoorbeeld, die krimptempo van dik en dun vleis verskil, en die krimptempo langs die vloeirigting en vertikale rigting verskil ook. Onakkurate skatting kan lei tot dimensionele afwykings in die finale produk, wat veral die skroefverbindingsgrootte en sokpasgrootte van die pyptoebehore beïnvloed.
Verkoelingstelsel ontwerp
Moeilikheidsgraad: PVC is 'n hitte-sensitiewe materiaal wat doeltreffend en eenvormig binne-in die vorm afgekoel moet word.
Spesifieke uitdagings:
Eenvormige verkoeling: Onreëlmatige pypstruktuur en ongelyke wanddikte lei tot inkonsekwente verkoelingstempo's. Die dele met stadige afkoeling sal meer krimp, wat lei tot krimpmerke, vervormde vervorming en interne spanning.
Waterweguitleg: Dit is nodig om koelwaterweë so na en gebalanseerd as moontlik aan die oppervlak van die vormholte in komplekse vormrame en -kerne te rangskik, wat 'n groot toets van verwerkingsvermoë is. Oneweredige verkoeling lei direk tot verlengde produksiesiklusse en verlaagde produkopbrengs.
Ontvorm stelsel ontwerp
Moeilikheidsgraad: PVC-toebehore het gewoonlik interne drade, omgekeerde gespes of komplekse ribstrukture.
Spesifieke uitdagings:
Kerntrekmeganisme: Komplekse glyblokke, skuins blaaie en ander kerntrekmeganismes moet ontwerp word om ontvorm te bewerkstellig. Die ontwerp van hierdie instellings moet presies, betroubaar, glad in beweging, steuringsvry wees en voldoende sterkte en slytasieweerstand hê.
Top-out-balans: Die uitleg van die boonste pen moet verseker dat die pyptoebehore glad en sinchronies uitgedruk word. Enige wanbalans kan veroorsaak dat die produk wit, vervorm of selfs gebreek word.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
E-pos







 Whatsapp
Whatsapp Foon
Foon